怎样才能有效召开 Fab 日常状态会议?

几乎所有工厂每天都要召开工厂状态会议。这种会议通常不到一小时,是工厂经理和生产、设备及工艺经理的日常聚会。房间里有这么多人,如果这些与会者能有一个小时的时间不间断地从事自己的主要工作,那么他们就能完成很多事情,因此本文探讨了 “有效的每日工厂状态会议由哪些因素构成”。
1) 发布相关信息(“晶圆厂 ”的 "国情咨文)
在晶圆厂状态会议上,信息发布往往会占用大部分时间。讨论的内容包括
- 检查停机工具,报告当前延迟的原因(等待零件、等待安装、等待质量等)、对生产的影响以及预计的正常运行时间。
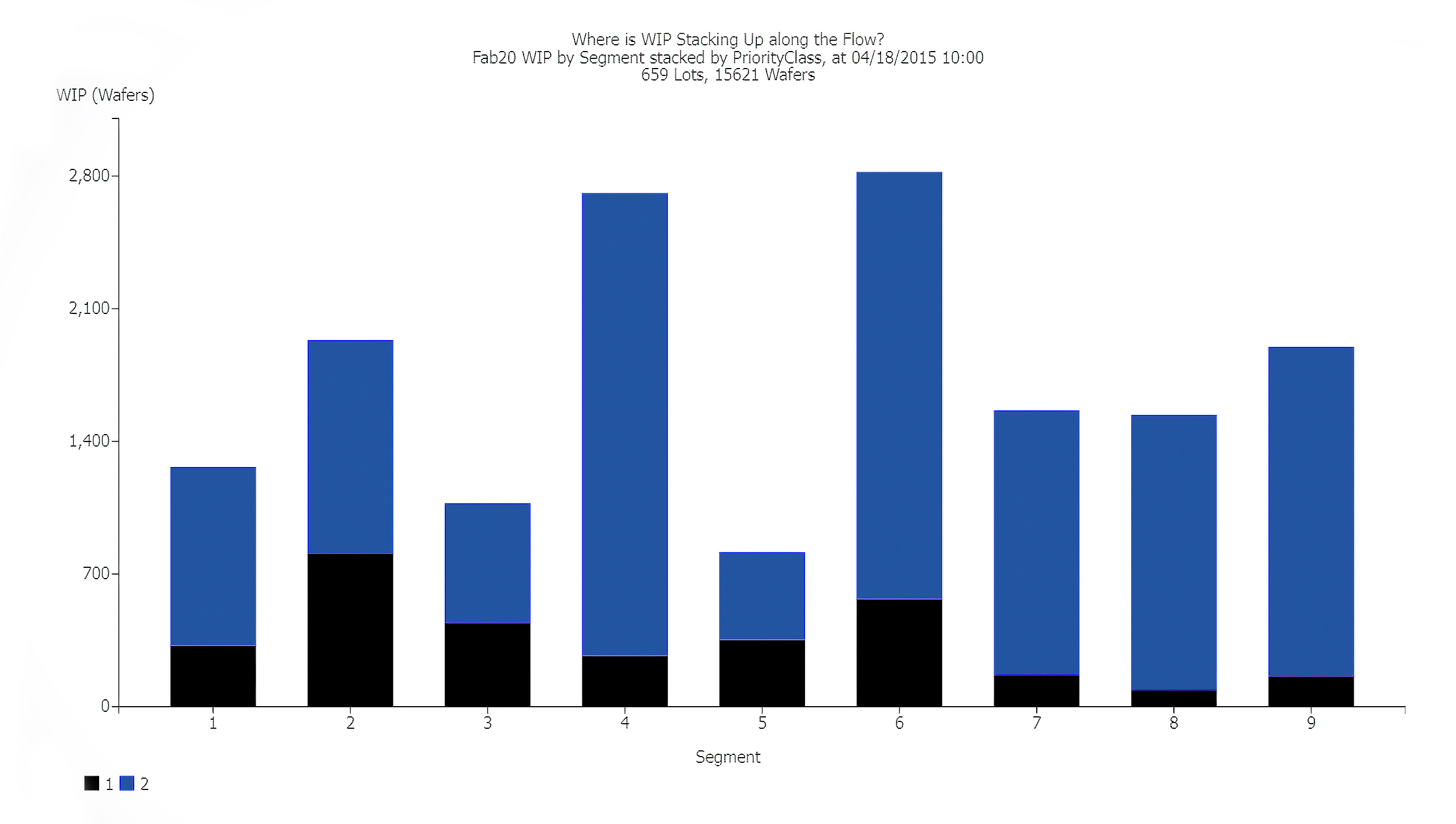
- 审查整个生产线的在制品位置(按优先级或产品系列)。
- 审查前一天和本周至今的制约性能。
- 审查实现每日和每周目标的进展情况。
- 检查每个火箭批次,报告其当前位置、昨天的滞留情况和今天的预计行程。
- 检查前一天和一周至今的搬运/周转/废料/装运情况。

2) 要求个人对实现目标负责
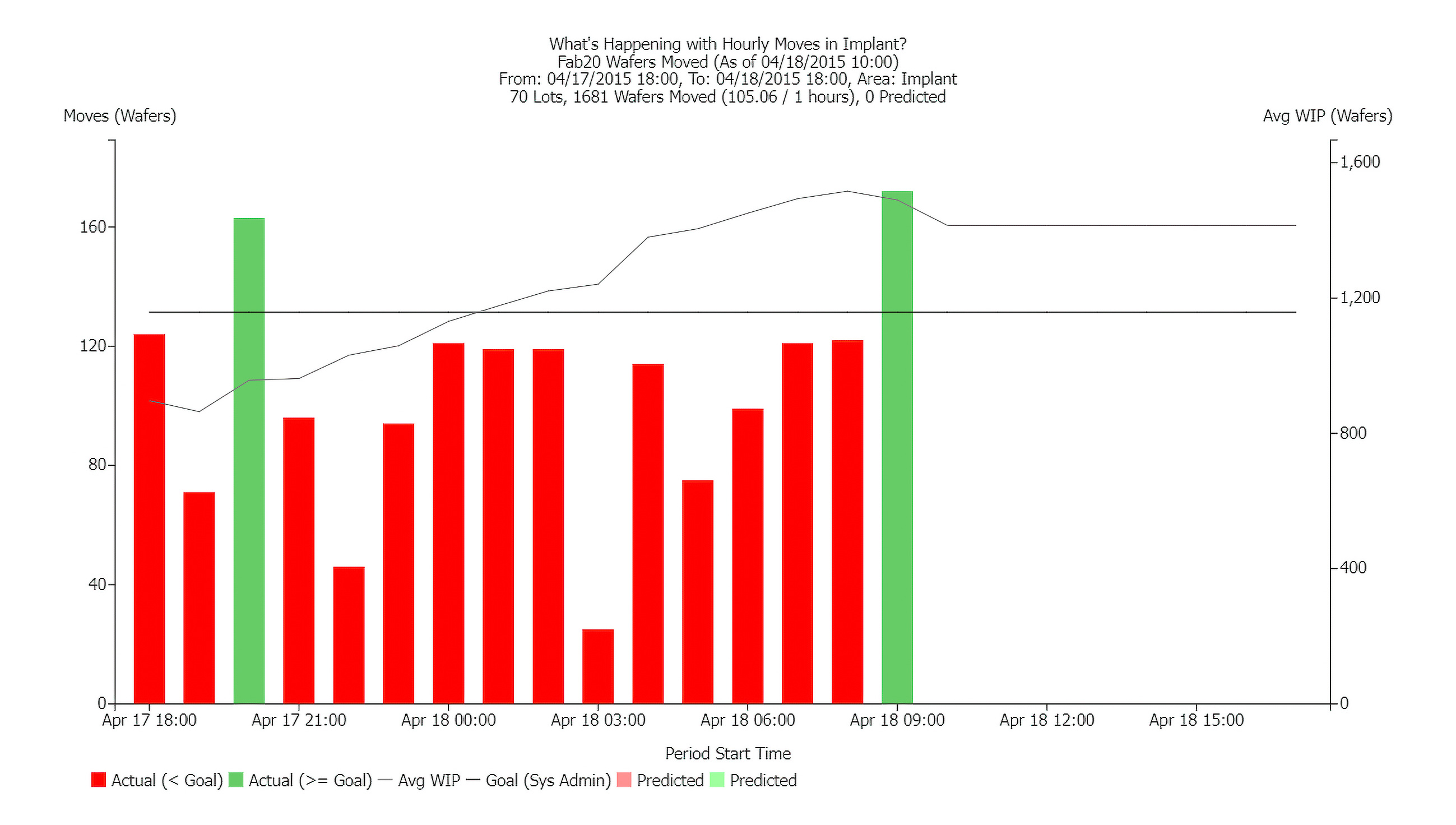
作为对照目标审查进度的一部分,如果个人所在区域的绩效落后(如右图中的植入动作所示,该动作由我们的 FabTime 灵活报告模块生成,在最近几小时内相对于目标的绩效较差),则可以在工厂状态会议上当场指出。根据公司文化的不同,这些交锋可以是友好的争吵,也可以是情绪激动的对抗。

3) 作出必要的决定
在情况会商期间,可以就优先事项、资源和支持做出决定,如
- 根据地段所有者的要求,提高某个地段的优先权。
- 将有限的设备工程资源优先用于停机工具、改进项目等。设备人员了解停机工具、设备安装等情况。生产人员知道由于设备问题而无法处理的工作的相对痛苦。双方必须就优先次序达成一致。
- 安排 CIM 或 IT 提出的系统停机支持请求。
4) 集思广益,解决重要问题
议程的一小部分可用于集思广益。这种集思广益往往是根据报告的内容临时进行的,例如:
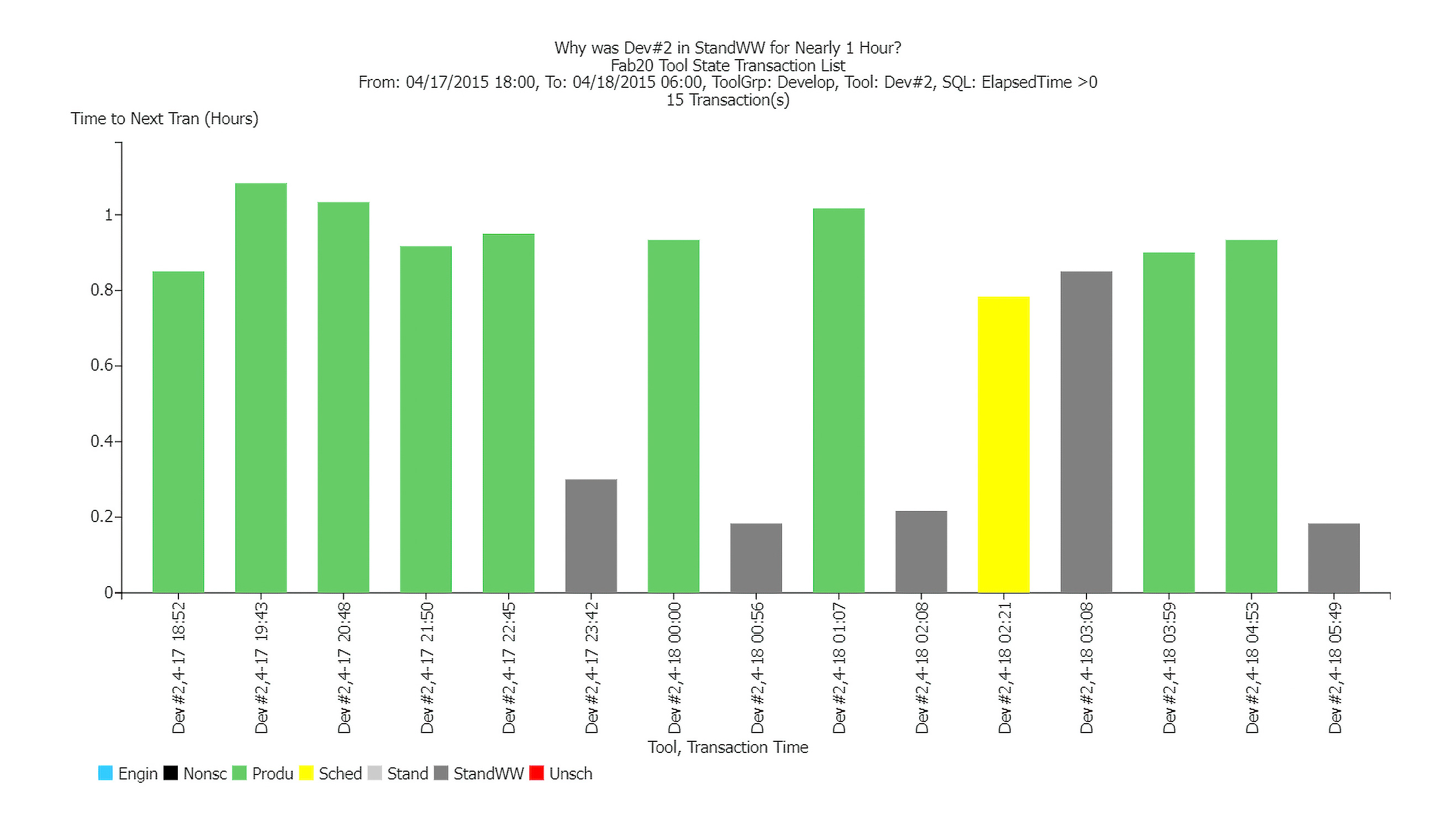
- 今天早上,一个约束工具饿了将近一个小时。为什么没有足够的 WIP 来维持它的运行?今后需要做些什么才能让它继续忙碌?
- 昨天在 X 行动中出现了废料问题。
- WIP 堆积在生产线的前端,我们能做些什么?
一般来说,头脑风暴可能在其他地方进行,结果在晨会上汇报。
如何组织每日 Fab 状态会议?
假设典型的晶圆厂状态会议的时间分配为
- 70% 用于发布信息。
- 追究个人责任的比例为 20%。
- 5%做出决定。
- 5%,集思广益,寻求解决方案。
这样做对吗?这些是每天早上应该做的事情吗?是否有办法删减不需要的主题,为那些重要的、只能在生产、设备和工艺人员会议上完成的项目留出时间?建议团队定期回归第一原则,比如每季度一次,并提出以下问题:
- 晶圆厂现状会议的目的是什么?我们的会议议程是为实现这一目的而安排的吗?
- 议程上的每个专题或报告是否仍有现实意义,还是为了应对不再存在的特殊情况而添加的?
- 我们在分配晨会所产生的必要行动的责任方面做得如何?
- 我们在跟进确认指定行动已经完成或取消(如果不再需要)方面做得如何?
- 我们能否使我们的信息表述更加紧凑,以便在相同的时间内涵盖更多的材料,或在更短的时间内涵盖相同的材料?
- 我们是否可以在 fab 状态会议之外进行交流,以减少会议本身所需的时间?
- 我们能否通过减少会议准备时间来提高工作效率?
INFICON 的 Smart 软件解决方案可在后三个方面提供帮助。
织物状态会议中哪些内容最重要?
前面的章节传达了关于每日晶圆厂状态会议结构的一般想法。那么内容呢?什么是最重要的内容?这里有三类内容很有帮助,即当前问题、关键绩效指标和预测。
问题: 每日状态会议最有价值的内容是列出当前的问题或异常情况,尤其是那些需要做出决定或采取行动的问题或异常情况。这可能包括
- 瓶颈工具在过去一天内有大量的 “待机-WIP-等待 ”时间和/或 “后处理时间”。这些工具可能缺乏足够的操作员来避免被迫闲置。
- 当前已停机且已停机若干小时的工具。
- 非加工中的热批(尤其是手提批)。
- 热销批次和/或为落后于计划的主要客户提供的批次。
- 搁置时间超过一段时间的拍品。
- 只有一种合格工具(除非该工具是真正的独一无二工具)的 WIP 作业。
- 交叉合格的工具,但登记的移动次数比预期的少。这通常是由于软专用性(操作员偏好)造成的。
- 达到 “未来保留 ”步骤的地块,工程师已离职。
- 每个工具等待处理的 WIP 小时数大于班次长度的工具(这些是短期瓶颈)。
- 工厂中最近移动的批次每次访问的平均 x 因子最高的工具(这些是周期瓶颈)。
当然,如果每次讨论结束后都能由特定人员制定出具体的行动计划,那么讨论这些问题将是最有用的。我们很高兴 INFICON 能够自动生成这些问题的清单,并根据它们对工厂绩效的影响进行排序,这样您宝贵的会议时间就可以用来解决最紧迫的问题。

关键绩效指标: 关注晶圆厂的整体关键绩效指标仍然很重要,其中包括
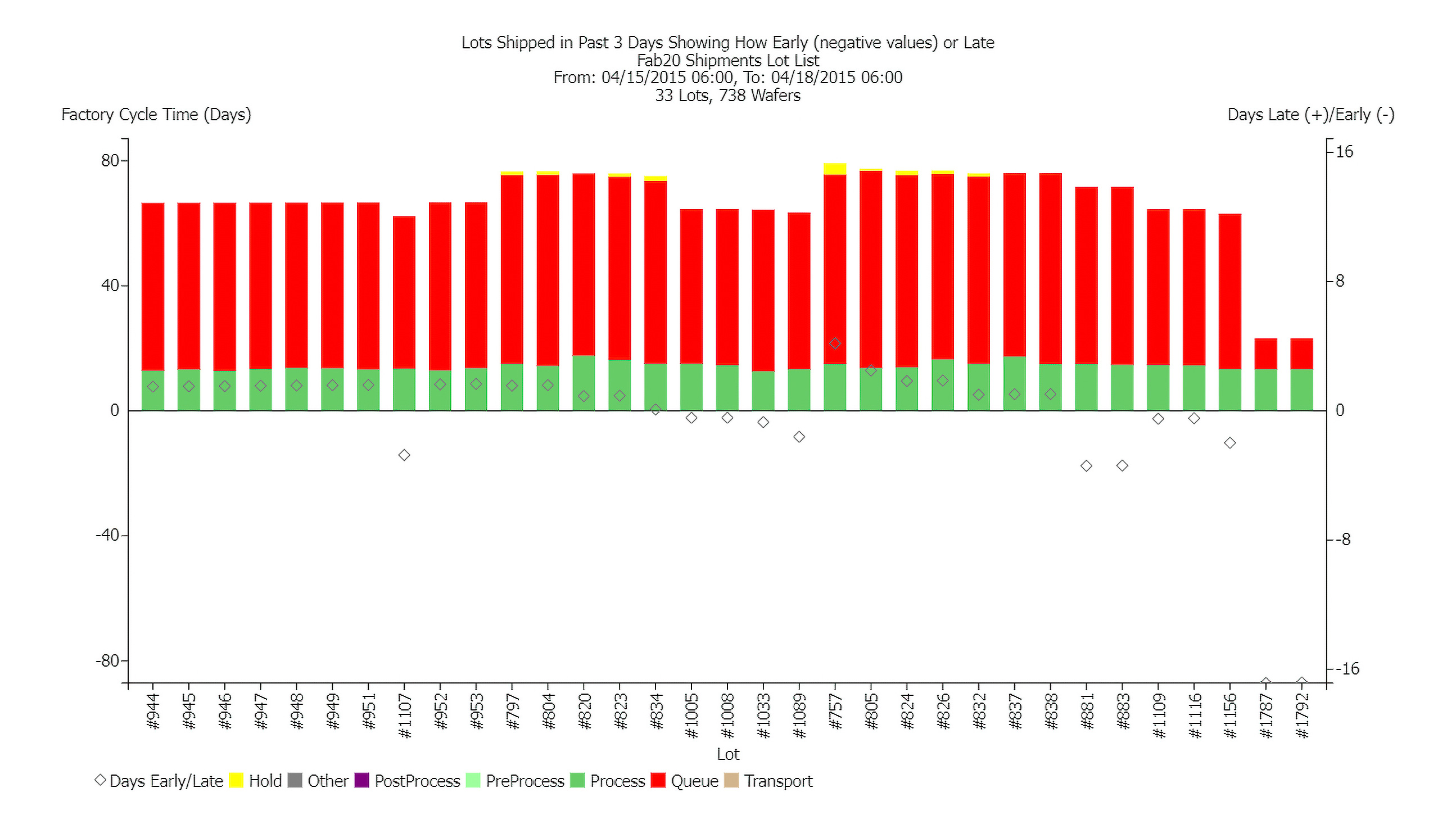
- 已发货批次的准时交付和周期时间
- 开始
- 运输
- 移动
- 在制品(总计和各线段概况)
- 周转次数(周转次数/平均周转次数)
- 废料和风险 WIP - 风险批次被标记为不可发货,但尚未报废。
- 优先批次、搁置批次和闲置或静态 WIP(排队时间超过某个阈值(如 12 小时)的 WIP
- OEE 异常值 - 将 OEE 分解为各个组成部分: 可用性、性能和质量,以确定需要提高设备效率的领域。
- 按工具组和领域分列的当前产能瓶颈
这些都是核心指标,可以展示晶圆厂的整体健康状况。在任何情况下,这些图表都应相对于目标显示,可以是自动目标,也可以是表示目标区域的图表条纹。通过查看当前数据和本周趋势,制造团队可以快速了解工厂的进展情况。

预测: 您还需要关注未来的预期绩效。这样做的目的是确保当前条件所预测的结果是可以接受的。否则,最好现在就了解任何问题,以便在还有时间的情况下进行纠正。这里需要注意的事项包括
- 预测出炉: 您预计本周将交付哪些 WIP?能否如期发货?
- 未来周期时间: 基于当前的性能,您预计未来的周期时间是多少?这里使用的指标是动态周期时间,FabTime 时事通讯第 24.03 期对此进行了讨论。也可以使用动态 X 因子,详见第 9.04 期。如果您想获得以往时事通讯的副本,请联系 https://www.fabtime.com/contactfabtime.php。
- 计划性和预测性维护: 您知道未来几天将进行哪些重大计划维护?是否应采取一些措施来减轻这些事件的影响?
计划性和预测性维护: 您知道未来几天将进行哪些重大计划维护?是否应采取一些措施来减轻这些事件的影响?
结论
每日状态会议为工厂定下基调。能有效召开日常状态会议的工厂也能有效实现其生产目标。如果晨会能够定期实现其既定目标,那么晨会就是有效的,无论是发布信息、对个人负责、做出决策、集思广益解决问题,还是工厂管理层指定的其他目的。
