双极板自动检漏系统
EcoBoost 可在氦背景波动的情况下进行测试

INFICON公司专利的EcoBoost功能(前身为I∙ZERO)具有开创性意义。这是因为,它首次动态地确定在以氦气为测试气体的真空测试中抽空后剩余的氦气背景,而不是像以前的Zero功能那样静态地确定。INFICON的新软件算法考虑了过去两秒内背景的变化,并在此基础上不断推断出需要从当前氦气测量值中计算出的背景值。其积极效果是,现在有了EcoBoost,我们就可以
- 在更短的排空时间后更早地进行测量
- 检查更小的泄漏率,这些泄漏率会在静态确定的背景中消失,甚至会在真空室中消失,否则对于较小的测试部件来说,真空室的死体积会过大。
- 利用高度稀释的氦气测试气体节省成本
动态背景补偿也可用于几乎无法避免氦气背景污染的实际情况。Worthmann Maschinenbau GmbH 公司的双极板泄漏检测系统就是一个很好的例子。


不可避免的氦背景
事实上,Worthmann Maschinenbau GmbH 或其子公司 MACEAS 是结合 INFICON 的 LDS3000 检漏仪使用新型 EcoBoost 算法的首批用户之一。

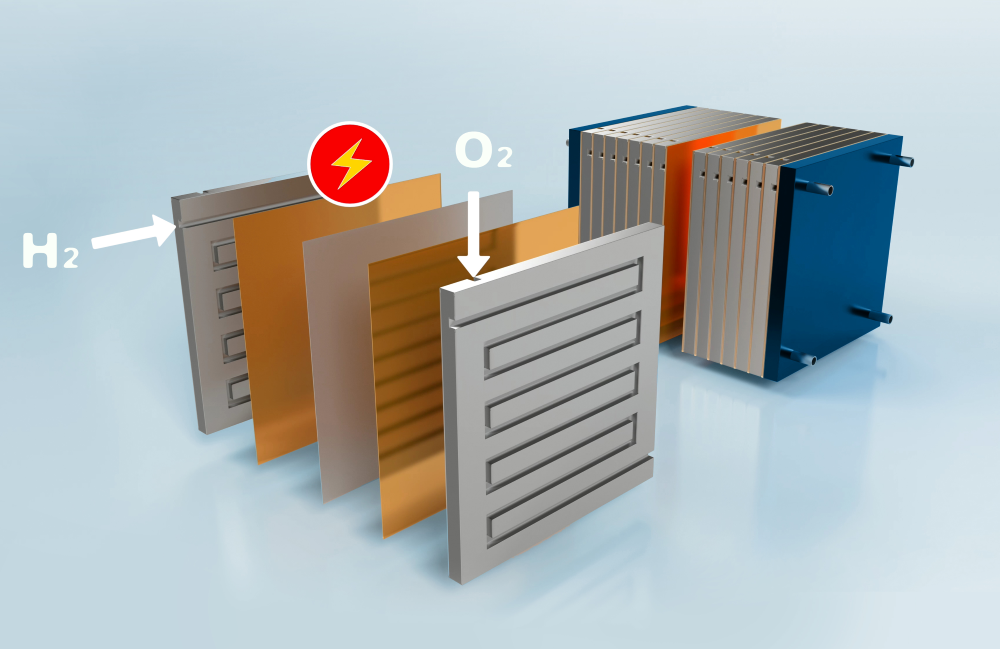
针对燃料电池双极板领域的复杂测试任务,MACEAS 工程师为客户设计并制造了一套新系统,可对双极板的三个回路进行连续测试。双极板是氢燃料电池的核心。双极板成百上千地堆叠在一起,形成所谓的燃料电池堆,安装在汽车上。每个双极板包含三个通道:两个用于氢气和氧气的工艺气体,一个用于冷却剂回路。这三个通道与外部和相互之间必须具有可靠的密封性。
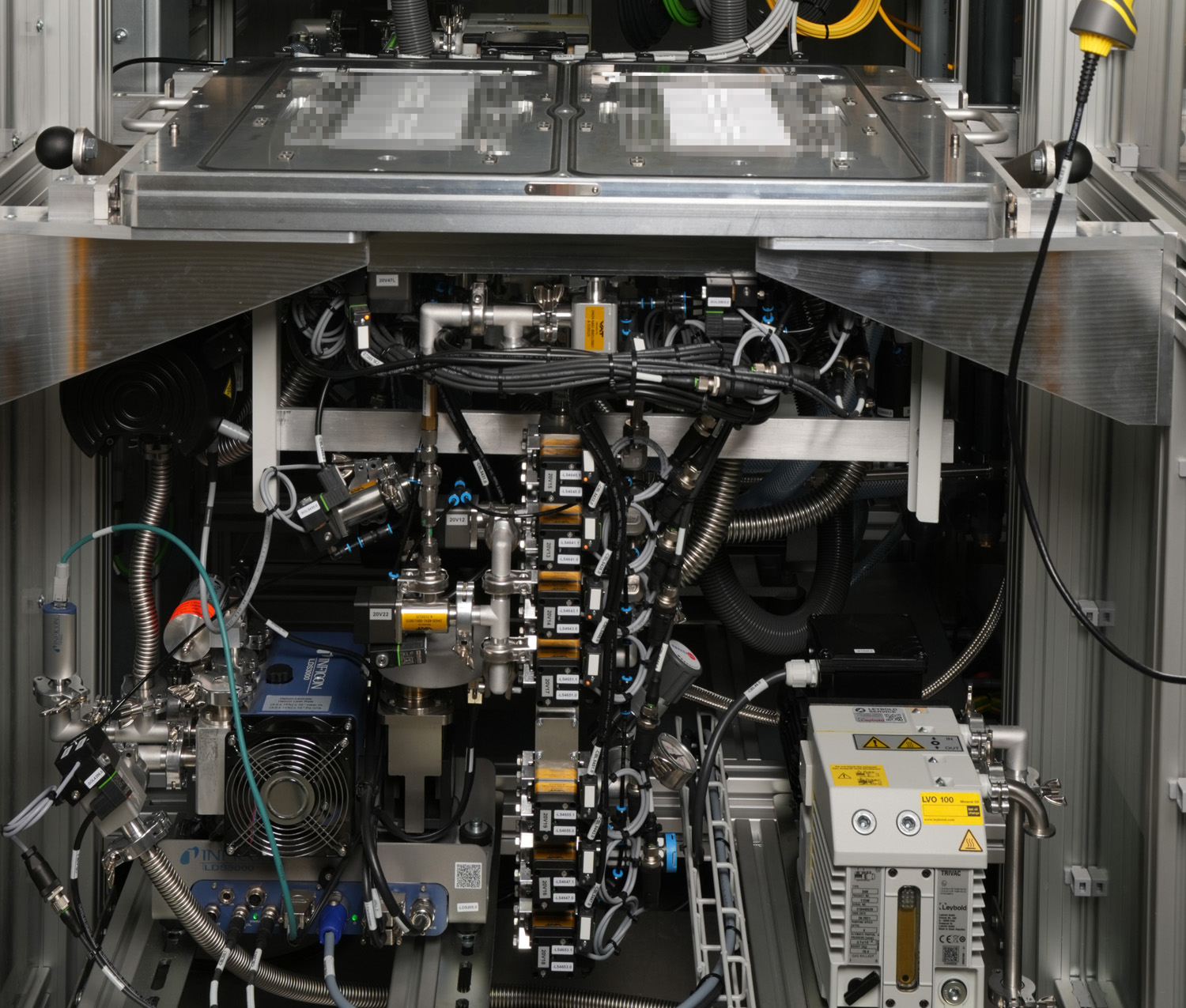
用于双极板的模块化检漏仪
MACEAS 采用模块化方式设计了用于双极板的新型氦检漏仪。一个系统至少包括一个主模块,其中还包括一个控制柜和操作元件。不过,该系统可根据需要进行扩展,也可采用机器人辅助全自动装载。通常情况下,两块双极板被插入实际测试室。一旦两块双极板进入系统,一个模具就会在两块极板周围闭合。这个工具本身就形成了向外泄漏测试的真空室。与此同时,它的密封和阀门使板上的相关通道一个接一个地成为测试用的真空室。出于成本原因和保持低氦本底的考虑,MACEAS 在这里不使用纯氦气:系统本身会产生含 10% 氦气的测试混合气体。然而,为了能够使用这种稀释的测试气体进行测试,系统的灵敏度也必须比使用纯氦气测试时高 10 倍。目前,使用 INFICON 的 LDS3000 检漏仪测试双极板密封性时,系统能够测试的最小极限泄漏率是在 10% 的氦气浓度下 1 ∙ 10-5 mbar∙l/s 的氦气泄漏率。


疏散过程中令人惊讶的氦气峰值
然而,在为双极板开发新的测试系统时,氦气背景最初被证明是对 MACEAS 的一个挑战。在排空过程中,氦气背景没有持续下降,随后趋于稳定,而是出现了令人惊讶的峰值。工厂工程师发现试验室和模具中的死角是氦气源。为了消除这些氦气源,MACEAS 采取了结构性措施,设计了新的导向装置,改进了阀门技术,并安装了更大的涡轮分子泵。事实上,INFICON 目前正在研制 EcoBoost 原型,这对设备制造商来说是一次幸运。这也是能够控制氦气背景并大大缩短排空时间的另一个原因。现在,在双极板上进行总共三道测试工序之前,设备都会使用 EcoBoost 功能对氦背景浓度进行动态和连续的测定。其结果是:周期时间尽可能缩短。

得益于EcoBoost技术,循环时间缩短至12秒
整个测试周期包括给系统供料、三次排气和三次测试流程,现在仅需48秒。这意味着系统每24秒就能在一个工位上完成对一个双极板的测试。由于每个主模块都可以通过一个辅助模块进行扩展,因此吞吐量又增加了一倍。这样,有效循环时间缩短为12秒——相当于每小时300个双极板。Worthmann/MACEAS销售经理Daniel Schönbohm表示:“从循环时间角度来看,EcoBoost能够加快测试速度,这始终是一个优势。”