有可能为移动制定标准定义吗?
为什么晶圆厂对移动的定义不同,以及名为 "增值完成 "的新补充指标如何提供帮助。

作者:詹妮弗-罗宾逊
尽管每家工厂对 "移动 "的定义似乎都不尽相同,但我们相信,一个统一的行业定义会带来价值。 虽然晶圆厂不太可能改变现有的定义,但我们提出了一个明确的补充指标:增值完成量。
在我与晶圆厂合作的 30 多年时间里,有一点已经变得很清楚,那就是即使是最看似简单的话题,一旦深入研究,也很可能变得复杂。 一个明显的例子就是移动。 每个工厂都将移动作为核心制造指标进行跟踪。 FabTime 中包含的第一张图表就是移动趋势图。 我们都知道什么是移动。
但我们知道吗?
当我们谈论移动时,我们谈论的是同一件事吗? 如果我们谈论的不是同一件事,我们又如何在不同工厂之间进行比较?
什么是移动?
"移动 "大概是 "移出 "的简称,是指当一个批次在一个工具上处理完毕,准备运送到下一个工具时,记录到 MES 上的一个事务。 这听起来简单明了。 然而,当我们深入研究时,就会出现各种问题。
- 移动是否必须包括工具,还是应该包括目视检查等只需要操作员的工作?
- 移动是否必须是增值步骤? (增值是什么意思?)
- 只有在某些地段才会进行的检查等步骤怎么办? 可以跳过。 跳过它们更有效率。 但做这些动作也是有原因的。 你应该把你做的算作动作吗?
- 返工呢? 返工操作是移动吗?
- 在更高层次跟踪一组操作(如 Promis 中的阶段移动)移动的工厂呢? 这些是移动吗?
- 我们应该用什么交易来指定移动? 通常,在自动化程度较高的工厂,工具会自动记录一个轨迹输出事务;在自动化程度较低的工厂,操作员会手动记录一个移动输出事务。
- 如果批次仍停留在上一个工具的端口上怎么办? 它已完成操作,可能已被自动记录为出轨,即使它仍停留在前一个工具的端口上,因为还没有人实际移动过它。 这算是移动吗?
在我们将 FabTime 报告模块集成到 INFICON 智能制造套件的过程中,我们有机会验证 FabTime 系统和 Factory Dashboard(以前称为 FPS Dashboard)中相同演示数据所显示的移动编号。 我们在 INFICON 收购 FabTime 之前,也曾为联合客户在 FabTime 和 Factory Dashboard 之间匹配过移动编号。 由于上述问题,匹配这些号码并不像我们希望的那样简单。 让我们进一步探讨这个问题。
为什么对动作进行精确的定义很重要?
我们需要一个很好的移动定义,因为
- 人们用它们来比较不同的工厂。 在不同的地方,移动并不一定是同一件事。 这使得比较无效。
- 无论有多少其他指标,现场操作员通常都会密切关注移动目标。 这是因为移动可以即时识别活动(相比之下,周期时间和出库时间则是滞后指标)。
- 我们如何定义移动会影响我们如何衡量步骤级别的周期时间,进而影响我们能够改进的程度。 移动的粒度越细,我们就能获得更多关于单个工具的排队时间与流程时间的信息。
我们的定义应包括移动是否具有增值性:
- 如果工厂里的员工关注的是搬迁总数,而我们成功地减少了非增值活动,那么搬迁总数就会减少。 这可能会让人感到不舒服,除非他们能看到与搬迁相关的数字会因为这些努力而增加。
- 如果我们对搬家没有一个很好的定义,运营商最终可能会在制造过程中做出错误的选择。 例如,如果不增值的移动是比较容易的移动,而且它们也算数,那么操作员为什么不把重点放在这些移动上呢? 当然,对于自动化程度较高的工厂来说,这个问题就不那么严重了,因为排程系统会制定计划。
由于这些原因,我们作为一个行业需要一个清晰一致的移动定义结构,以便在工厂内部和工厂之间使用,从而促进跟踪和改善工厂性能。 我们一直在与 INFICON 客户和工程师团队合作,以提供这种结构,并在此分享我们的建议。
工厂仪表板和FabTime在历史上是如何定义动作的?
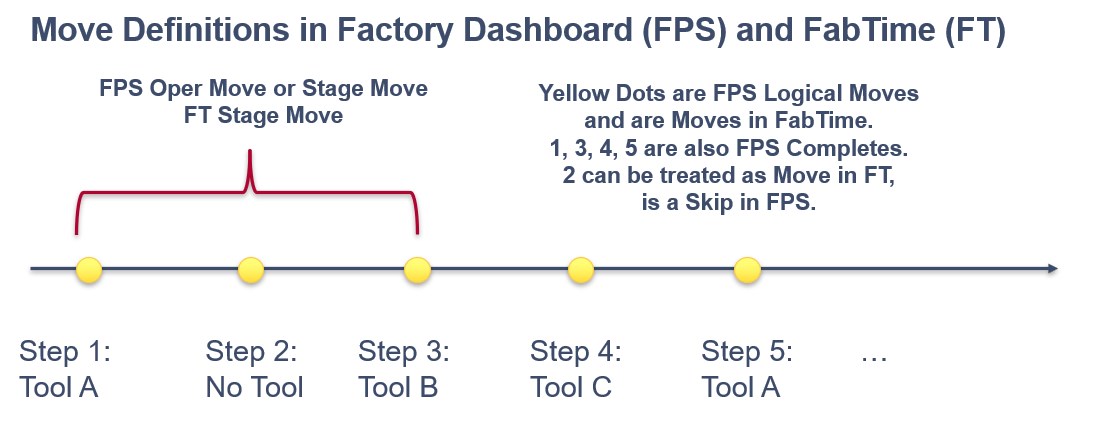
如下图所示,Factory Dashboard(又名 FPS)团队始终对移动有一个结构化的定义,而 FabTime 则根据客户的需求更加灵活一些。
在 Factory Dashboard 中:
- 记录每个已完成步骤的 "步骤完成",其中包括工具访问。
- "跳过 "记录的是未使用工具的已完成步骤(如目视检查)。
- "逻辑移动 "是已完成步骤和跳过步骤的总和,但在工厂仪表板中并不突出用作衡量标准。 批次从一个步骤到下一个步骤的逻辑移动。
- "操作移动 "或 "阶段移动 "是在一小组连续步骤完成后记录的。 这组步骤可以称为一个操作(工作流)或一个阶段(PROMIS),或任何站点喜欢的名称。
在 FabTime 中:
- 移动与工厂仪表板的步骤完成相同(在单个步骤级别记录,不分组),但如果客户选择,跳过也可在 FabTime 中被视为移动(这可由站点配置)。
- FabTime 中的阶段移动与工厂仪表板操作移动基本相同。 客户可以设置一个标志,例如 FabTime.StageOut,当 FabTime 移动也是阶段移动时,该标志会被设置为 "Y"。 这样,客户就可以报告更高级别的阶段移动以及更详细的步骤级移动。
- FabTime 中的操作总是单一步骤,但有些客户只报告阶段移动。 客户也可以加入一个标志,表示某个步骤是增值的。 在这种情况下,非增值步骤可以被排除在外。
这些框架都是合理的。 多年来,每种框架都已在数十家工厂中使用过。 但无可争议的是,它们是不同的。

我们的客户对此有何评价?
面对定义上的分歧,我们采取了一贯的做法。 我们询问了客户的意见。 当然,我们会对每个客户的答复保密,但以下是我们了解到的一些情况:
- 一家公司将 "移动 "用于一组步骤,定义为增值操作(一系列子步骤)。 他们不把任何计量步骤算作移动,因为他们不想鼓励过度检查。
- 有几家公司同时使用工厂仪表板中定义的完成步骤(必须在工具上完成)和逻辑移动(不需要工具)。 但其中一家公司的完成必须是增值的。 另一家公司只要求完成项必须在工具上。
- 另一家公司使用 Factory Dashboard 中定义的 "完成",但他们称之为 "移动"。 这个指标可以包括非增值步骤,但他们也使用必须是增值的阶段性移动。
- 另一家公司只说,如果在工具(包括计量工具)上完成了一个步骤,那么它就是一次移动。
- 有一家公司将返工以外的所有工作都算作移动,甚至将分阶段操作也算作移动,但会指定一个单独的财务移动来计算增值。
- 另一家工厂主要使用阶段性移动,但有时也使用 FabTime 中定义的移动,对增值不作区分。
总之:情况很复杂。 有些公司使用步骤移动,有些使用阶段移动。 有些公司要求包含工具,有些则不要求。 有的衡量步骤是否增值,有的则不然。 有的出于不同目的,对与移动有关的事物使用多种定义(移动与完成移动、阶段移动与财务移动等)。
我们可以得出的可靠结论是
- 舞台移动一般是一组步骤;以及
- 一个完整的动作通常需要一个工具。
返工呢?
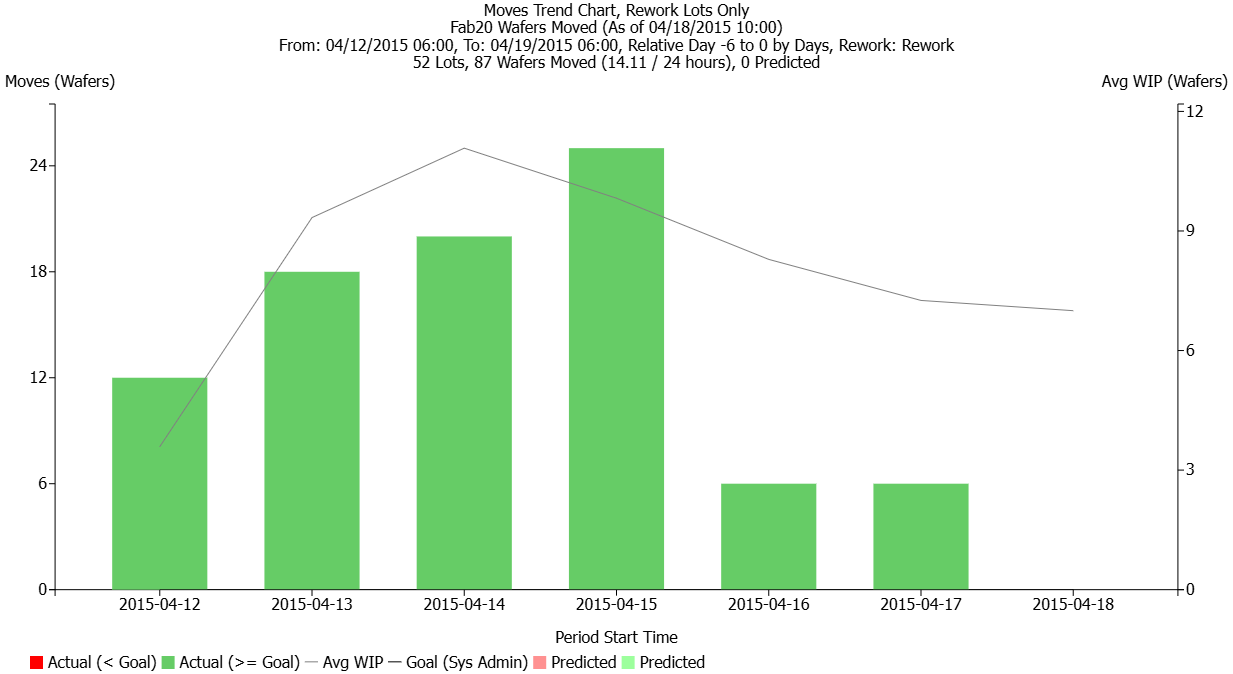
返工给移动定义增加了另一层复杂性。 有些人将返工步骤视为移动,因为操作员正在进行这项工作。 有些人则不这么认为,因为这些步骤并不增值。 有时,这取决于返工是否与原始移动发生在同一班次。 在 FabTime 中,所有发生在返工循环中的移动都有一个返工标记。 任何移动图表都可以进行过滤,以显示所有移动、只显示非返工移动或只显示返工移动。 例如,下图来自我们的 FabTime 演示服务器,经过过滤后只显示返工动作。

如果我们关心缩短周期时间,应该如何记录动作?
跟踪完成移动(工具上完成一个步骤)最适合分析操作周期时间。 阶段移动有助于比较工厂(如果阶段的定义一致),但并不能告诉我们哪些工具在累积排队时间。 为此,我们需要跟踪每个工具的移入和移出。 (即便如此,还可能有更多层次的细节,我们下次再讨论)。
跟踪不包括在工具上进行处理的逻辑移动对于高度人工化的工厂可能会有帮助。 为了了解周期时间,最好将这些步骤作为额外步骤进行跟踪,而不是将时间与工具的排队时间等混为一谈。 举例来说,如果在工具的某个步骤之前需要进行目视检查,并且需要等待能够进行目视检查的技术人员,那么将其与工具本身的后续排队时间分开记录会更有参考价值。 也许工具的能力没有问题,但生产却因缺乏技术人员进行目视检查而受阻。 我们能收集到的有关延误原因的信息越多,我们就越有能力做出改进。
另一方面,对于那些可以跳过但并非每个晶圆都要完成的计量步骤,我们同意上述客户的观点,即把这些步骤列为移动步骤可能会导致激励机制失效。 如果你可以快速跟踪一个计量步骤,并从该步骤中获得奖励,那么就会鼓励你进行过多的检查。 对于周期时间,我们需要单个步骤移动的粒度。 但是,如果将非增值步骤也包括在内,则会导致移动次数的人为膨胀。
那么,我们如何定义动作,以便在工厂之间进行比较,同时又能为不同的工厂提供所需的灵活性?
经过多年来与许多工厂的合作,以及最近在 INFICON 内部和与 INFICON 客户对移动定义的讨论,我们的指标调整团队得出结论:很少有工厂愿意为其工厂重新定义移动。 改变对工厂文化如此重要的东西的定义是不可能的。
尽管如此,我们认为还是值得增加一个补充性的移动指标,该指标对所有工厂都有相同的定义,从而可以对不同工厂进行基准测试。 我们建议
增值完工:批量从一个步骤逻辑地移动到下一个步骤,并在工具上进行处理,同时增值。 由于返工不会增加价值(我们不鼓励额外返工),因此返工步骤不属于增值完工。
现有的 FabTime 或 Factory Dashboard 客户要显示增值完成,需要在每个步骤中添加 "增值 "是或否标志(如果尚未包含)。 这可以通过一组规则以编程方式完成。 这些规则可以是 "所有不是返工步骤或需要工具的检查步骤都是增值步骤"。 有了这样一个标志,就可以过滤现有的 FabTime 移动图表或工厂仪表板完成情况,以显示增值完成情况。 这样,就可以利用增值完成情况对各工厂和各公司进行基准测试,并衡量改进进度。
结论
根据我们的经验,大多数晶圆厂使用最广泛的指标是移动量。 移动量告诉我们,晶圆厂是否按计划实现了总体吞吐量目标,以及个别区域、操作员(有时)和班次是领先还是落后。 尽管 "移动 "作为一种衡量标准无处不在,但我们发现,所有的移动并不都是一样的。 不同工厂在移动是否必须在工具上完成、是否必须是增值的、是否可以包括返工步骤以及是否可以(或必须)包括步骤组等方面存在差异。 由于存在这些差异,因此无法准确比较不同工厂的绩效。
由于工厂习惯于自己的搬迁定义,我们认为要求进行广泛的改变是不可行的。 但是,我们认为,一个新的与搬迁相关的指标,一个定义明确、各公司一致的指标,将是对晶圆厂指标工具包的有益补充。 因此,我们建议,除了按照以往的方式衡量搬迁情况外,工厂还应开始衡量增值完成情况。 增值完工是指批量从一个步骤逻辑地移动到下一个步骤、在工具上进行处理并产生增值的交易。
致谢
非常感谢 INFICON 内部度量团队以及客户代表,在我们解决有关移动和其他度量的问题时,他们慷慨地提供了时间和意见。 特别感谢我在度量团队中的合作领导Paul Campbell,他的咨询经验为本文提供了参考。
延伸阅读
订阅者可以下载 PDF 格式的往期通讯。 现有订阅者可在最新的电子通讯中找到存档链接。 新用户注册后即可看到该链接。
- 本期包含的社区公告
- 第 26 卷第 2 期订阅者讨论区
- 在此联系时事通讯编辑詹妮弗-罗宾逊(Jennifer Robinson)。



