Foro de debate de suscriptores:
Boletín FabTime, volumen 26, n.º 1
Este mes hablamos con los suscriptores sobre cómo los proveedores de equipos pueden ayudar a las fábricas a maximizar la productividad, qué estado de las herramientas utilizar para los lotes de ingeniería y el número de diciembre sobre El efecto Waddington.
¿Cómo pueden los proveedores de equipos ayudar a las fábricas a maximizar la productividad?
Un asistente al seminario web Fundamentals of Fab Cycle Time de un proveedor de equipos escribió: "¿Tienen algún modelo o experiencia de trabajo con proveedores de equipos para entender cómo podemos configurar/operar herramientas para ayudar a las fábricas a maximizar la productividad? Hemos hecho algún trabajo interno nosotros mismos, pero me pregunto si hay más capacidad por ahí con la colaboración para optimizar la herramienta para la eficiencia operativa fab (en lugar de sobre optimizar el proceso de la unidad a expensas de la eficiencia fab) ".
Respuesta de Jennifer: He hecho una versión especial de dos horas de mi curso de tiempo de ciclo basado en equipos para otro proveedor de equipos, seleccionando el contenido más relevante de la clase típica de cuatro horas. Es más detallado y más interactivo que el seminario web general que ha mencionado. También presenté otro webinar que se centraba en las métricas para mitigar el impacto del tiempo de inactividad del equipo en el tiempo de ciclo de la fábrica, que tiene una relevancia obvia para los proveedores de equipos. Pero no he analizado directamente la colaboración entre las fábricas y los proveedores de equipos para optimizar el rendimiento.
Tengo algunas ideas que pueden ser útiles:
- Para minimizar el efecto negativo del tiempo de inactividad, los proveedores de equipos deben garantizar que las herramientas tengan una alta disponibilidad general, tiempos de inactividad cortos (tanto programados como no programados) y una baja variabilidad de la disponibilidad de un día para otro.
- Los proveedores de equipos también pueden ayudar a las fábricas reduciendo tanto la duración como la variabilidad de los tiempos de proceso. Hacer que los tiempos de proceso sean más eficientes (más cortos) ayuda a las fábricas a liberar capacidad de almacenamiento en las herramientas. Esta capacidad, a su vez, ayuda a proteger contra la variabilidad. Hacer que los tiempos de proceso sean más uniformes de un lote a otro reduce la variabilidad y ayuda a reducir el tiempo de ciclo.
- Cualquier cosa que un proveedor de equipos pueda hacer para facilitar la cualificación de herramientas adicionales para una receta dada, sin sacrificar el rendimiento, también sería útil para el tiempo de ciclo de la fábrica.
- Debido al impacto del número de herramientas cualificadas en el tiempo de ciclo de fabricación, a veces es mejor tener dos herramientas más lentas que una más rápida, especialmente si la fiabilidad de la herramienta rápida no es buena. Por supuesto, hay otras cosas en las que pensar (disposición, personal, etc.), pero puede que merezca la pena estudiar este efecto en algún momento.
¿Qué estado de herramienta debemos utilizar para los lotes de ingeniería?
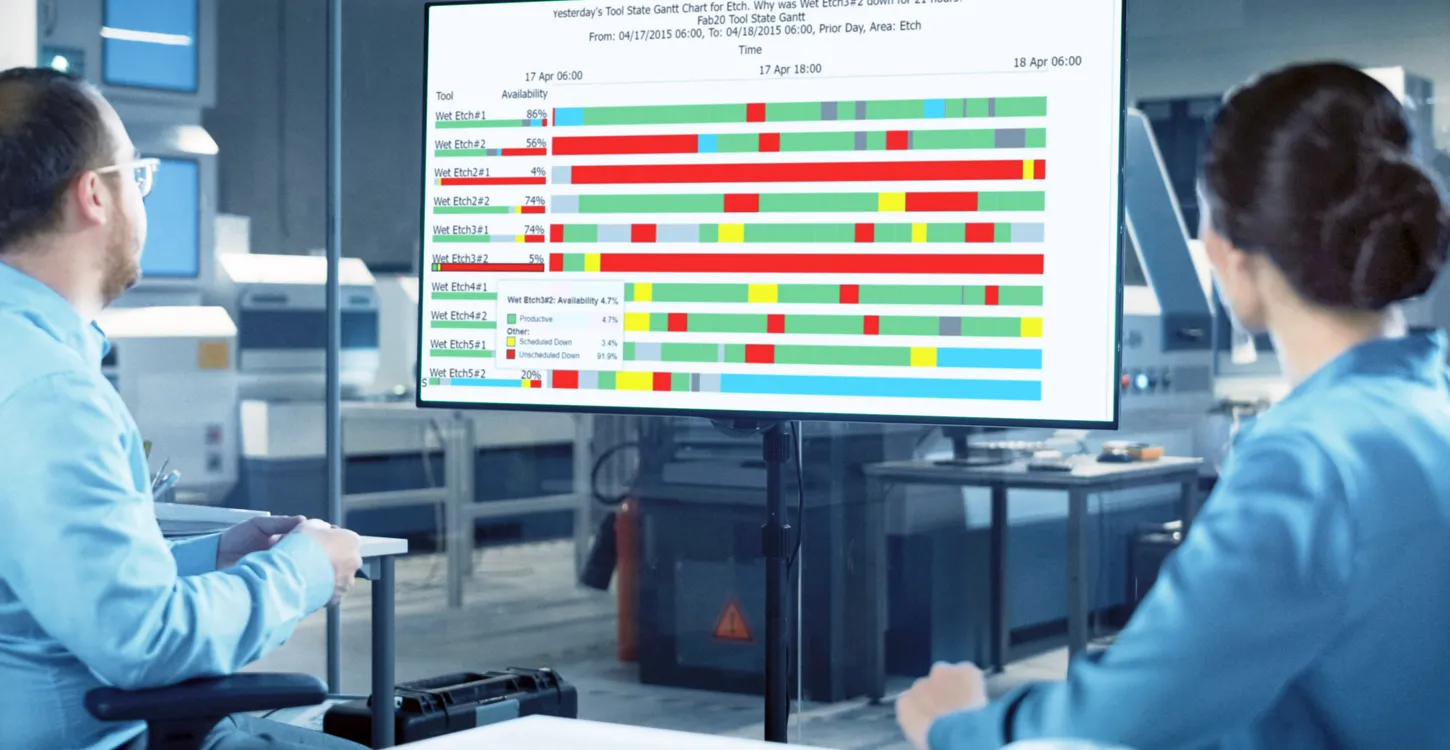
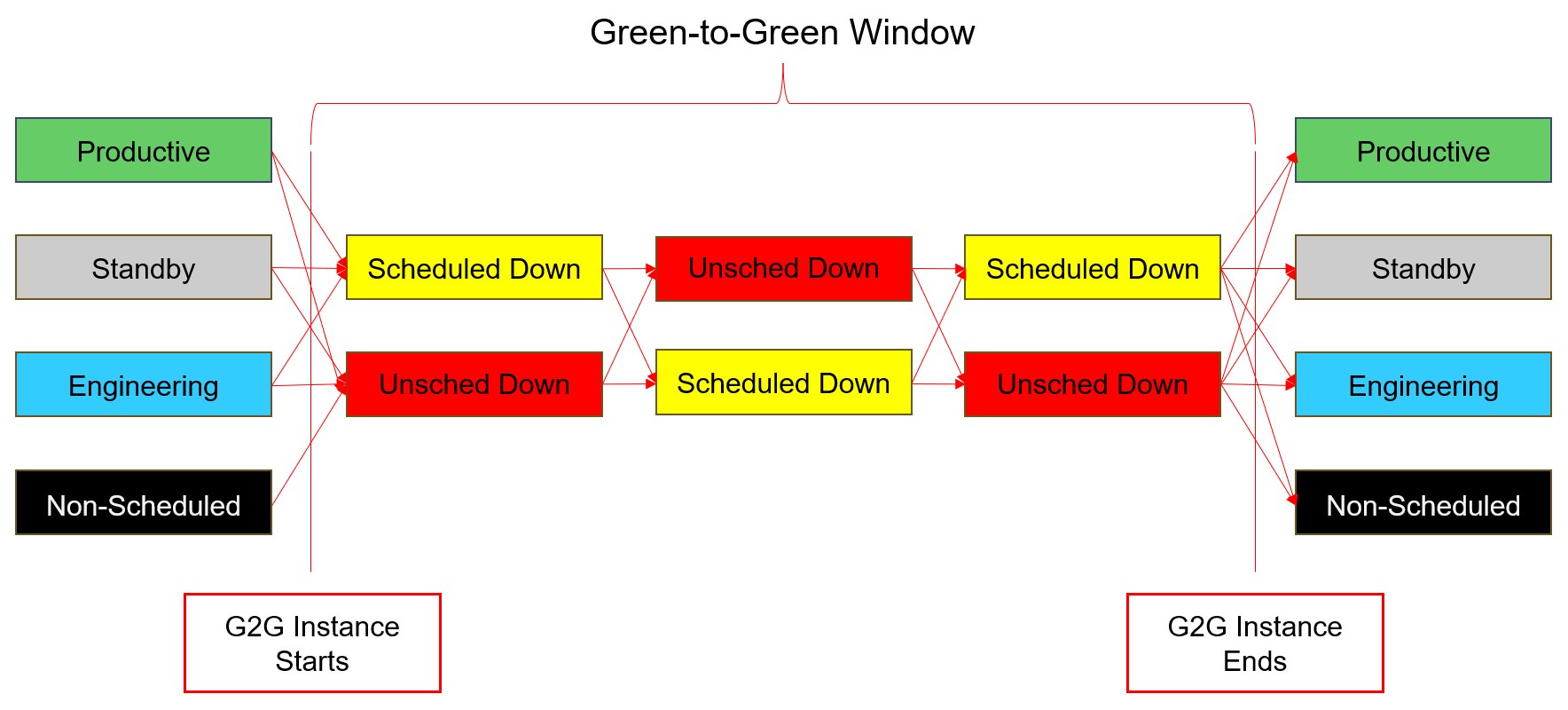
Un suscriptor de una fábrica de máscaras me escribió después de asistir a nuestro seminario web sobre medición del tiempo de inactividad de los equipos: "En su gráfico Green-to-Green, ¿qué consideraría tiempo de ingeniería? Estoy teniendo un debate con nuestros ingenieros de proceso sobre si sus lotes experimentales deben ejecutarse bajo tiempo verde/productivo vs. tiempo de ingeniería. Hoy en día los ejecutan bajo tiempo productivo y utilizan el tiempo de ingeniería cuando ejecutan placas de recuperación (dorados/monitores) después de un evento de inactividad. En nuestro uso actual yo pondría el tiempo de ingeniería dentro de la ventana de estado de inactividad. Asumo que su tiempo de ingeniería es más del tiempo "recuperable", como de lotes experimentales."
Respuesta de Jennifer: Nuestro código green-to-green clasifica el tiempo de ingeniería como un estado "verde", lo que significa que se trata como el tiempo productivo o de espera en términos de no ser parte de una instancia green-to-green. Designamos el tiempo de ingeniería de acuerdo con lo que figura en SEMI E10. O, en la práctica, lo que nuestros clientes registran en el MES y luego nos dicen que asignemos al tiempo de ingeniería. En mi opinión, cada vez que los ingenieros utilizan la herramienta para realizar sus propios experimentos, se trata de tiempo de ingeniería. La herramienta se registra en un estado de ingeniería. Si el equipo de producción está ejecutando un lote a través de la herramienta que es propiedad de los ingenieros, ese tiempo normalmente contaría como tiempo productivo. (Más información sobre los gráficos Green-to-Green en FabTime Newsletter 20.02, que puede descargarse del archivo de boletines de FabTime. El archivo sólo está disponible para suscriptores. Detalles más abajo).
Pero no trabajo directamente en proyectos de instalación. Sospecho que hay cierto desacuerdo en general sobre esta cuestión. Por ello, la incluyo aquí, para ver si así se suscita algún debate. Lectores, ¿creen ustedes que los lotes experimentales deberían realizarse en tiempo productivo o en tiempo de ingeniería? Si tienen algún comentario, háganmelo saber. Compartiré las respuestas en el próximo número.

El efecto Waddington: Respuestas al último número
Hemos recibido dos respuestas de suscriptores al artículo del boletín de diciembre sobre el Efecto Waddington (Volumen 25, nº 6). El efecto Waddington es una situación en la que el mantenimiento programado puede provocar a veces un aumento a corto plazo del tiempo de inactividad no programado.
Un antiguo suscriptor escribió: "Nunca lo llamé el efecto Waddington, pero sí, podría ver que esto ocurriera. Estás haciendo un PM desencadenado y no te recuperas del PM desencadenado y en realidad puedes pasar más tiempo abajo de lo que habías planeado en la otra cara de la moneda. Podrías estar haciendo un evento no programado y, junto con eso, desencadenar una actividad PM y aún así tener un problema mayor si no te recuperas. El artículo se centra en la actividad PM, convirtiéndose en un evento no programado, lo que ocurre con bastante frecuencia. Sin embargo, no estoy seguro de que esté tan ligado a la frecuencia de los MP como a la capacidad de ejecutar correctamente el MP y recuperar y volver a poner en marcha el sistema sin fallos".
Un suscriptor que es director de ingeniería de equipos escribió: "Es una idea interesante. Siempre he tenido la sensación de que podría haber una relación entre los PM y las posteriores paradas no programadas. Ahora hay algo que merece la pena investigar. Pediré a nuestro departamento de mejoras que analice esto y tendré curiosidad por ver sus resultados posteriores".
El Foro de debate para suscriptores es un complemento del boletín de información sobre la duración de los ciclos FabTime, editado por Jennifer Robinson, Evangelista de la duración de los ciclos para INFICON.
Los suscriptores pueden descargar los números anteriores del boletín en formato PDF. Los suscriptores actuales pueden encontrar el enlace al archivo en su boletín electrónico más reciente. Los nuevos suscriptores verán el enlace al registrarse.
Gracias por su lectura.


